ABB機(jī)器人雙工位預(yù)約程序
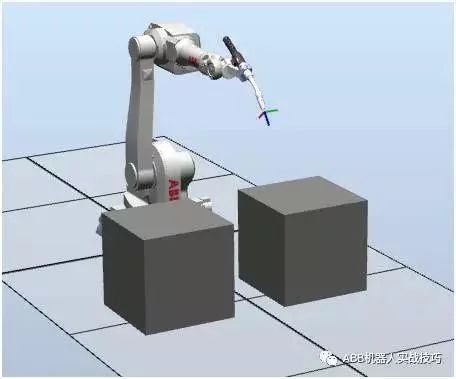
1)有如下雙工位生產(chǎn)
2)工藝過程如下:
人工完成1#工位上料后按按鈕di_1(按鈕不帶保持,即人手松開信號為0))機(jī)器人焊接1#工位��。
此過程中人工對2#工位上下料�����,完成后按di_2完成預(yù)約(即不需要等機(jī)器人完成1#工作)�。
機(jī)器人完成1#工作后�,由于收到過di_2預(yù)約信號����,機(jī)器人自動去完成2#工位
3)我們通過中斷來實(shí)現(xiàn)��。
4)中斷的意義為�����,機(jī)器人后臺在不斷掃描(類似PLC)��,和機(jī)器人前臺運(yùn)動不沖突����。后臺實(shí)時掃描到信號就會去執(zhí)行設(shè)定的中斷程序,中斷程序里沒有運(yùn)動指令�,前臺機(jī)器人不停,不影響運(yùn)動
5)新建一個例行程序���,取名tr_1,注意:類型選中斷(trap)
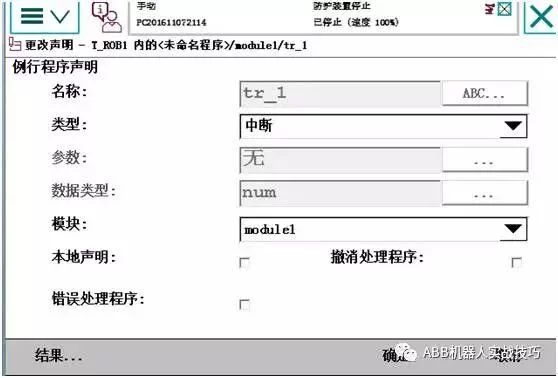
6)進(jìn)入中斷程序����,插入指令如下�����,即當(dāng)機(jī)器人執(zhí)行中斷程序時,給bool量置true

同理設(shè)置第二個中斷程序

7)進(jìn)入主程序�,設(shè)置中斷及對應(yīng)的io信號
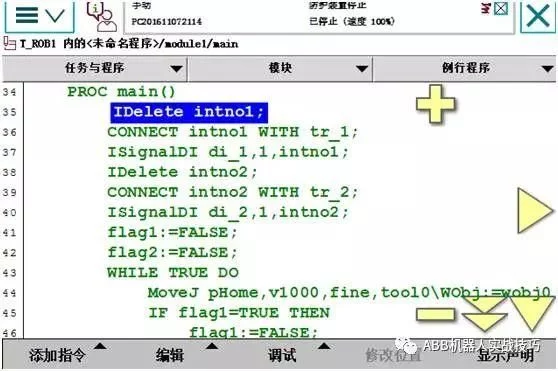
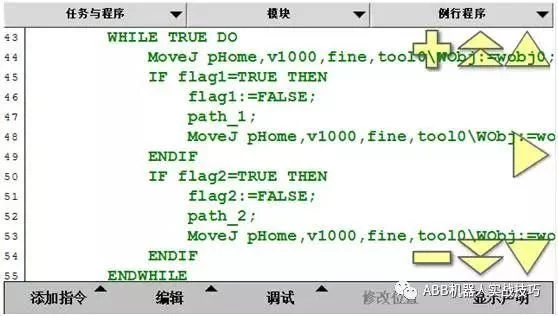
37行的意思是,任何時候di_1信號0變1��,就會觸發(fā)執(zhí)行tr_1中斷程序����,即置flag1為true
35-40行程序只要運(yùn)行過一遍即可,類似于設(shè)置開關(guān)��,不需要反復(fù)運(yùn)行
8)主要程序如下���。即如果沒有人給di信號�����,機(jī)器人就在home位等待���。
9)